






产品分类 更多>>



1、澳标H型钢460UB74.6电解着色阳极氧化膜的着色,通化膜的空隙被金属或金属氧化物电沉积而着色。拉丝所得到的效果会有极细微的凸凹效果,但不管是否需要着色,通常是需要表面氧化处理的,氧化处理的目的是得到一层保护膜,以防自然氧化,而且氧化膜的表面硬度也比原材料高,可以起到保护作用,不需要着色的话,可以选用无色透明的阳极氧化膜。着色确实是与氧化同时进行的,但也确实称其为该工艺的后处理,其意思是之其附加在该工艺中进行的。阳极氧化着色的表示方法是H.Y.ZX(X代表具体的颜色),小数点把它分成三部分,部为镀覆方法(H表示化学的方法),第二部分表示镀覆特征(Y氧化),第三部分表示的是后处理(ZX着色)。
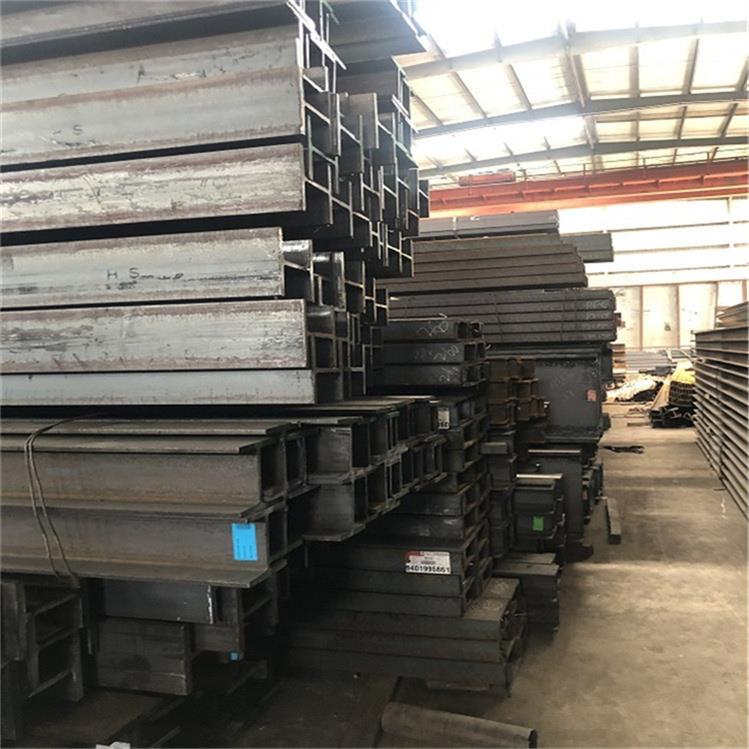
2、460UB74.6澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等

4、澳标H型钢规格型号表:
冶金矿产:
平焊位置的气孔多在焊缝中心部位,横焊位置的气孔多在焊缝中心上侧,多为细小气孔密集出现。它的产生原因是多方面的,如不纯、母材与焊丝清除不、焊接时保护层被破坏等。夹渣夹渣多出现在焊缝中心部位,呈细小颗粒状,有时连成一线。其产生原因多为氧化膜清理不净、环境中灰尘多及不纯等。未焊透在不加垫板的焊缝中常出现未焊透缺陷,在底片上多位于焊缝中心,主要是氧化膜阻碍熔合所致。在加垫板的焊缝中有时也会出现,其中主要原因为焊接工艺不妥或焊工操作不当。裂纹裂纹的形成有纵向和横向,还有根部裂纹、弧坑裂纹等。在不加垫板的焊缝中横向裂纹较多,对照实物可发现其多数为表面裂纹,且位于焊缝背面。产生原因是焊接时在此处停留时间过长,导致背面焊缝金属在凝固收缩时被拉裂。在加垫板的焊缝中多为纵向裂纹,大多出现在大口径管的焊缝中,多对口所致。这种缺陷有时在焊缝中心,有时也出现在热影响区。在收弧处常常会现呈放射状分布的弧坑裂纹,主要是由于焊接结束或中断时收弧不当所致。
2、460UB74.6澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等
4、澳标H型钢规格型号表:
| 澳标H型钢现货库存表 | |||
| 型号 | 米重 | 型号 | 米重 |
| 150UB 14.0 | 14 | 310UB 46.2 | 46.2 |
| 150UB 18.0 | 18 | 310UC 96.8 | 96.8 |
| 150UC 23.4 | 23.4 | 310UC 118 | 118 |
| 150UC 30.0 | 30 | 310UC 137 | 137 |
| 150UC 37.2 | 37.2 | 310UC 158 | 158 |
| 200UB 18.2 | 18.2 | 360UB 44.7 | 44.7 |
| 200UB 22.3 | 22.3 | 360UB 50.7 | 50.7 |
| 200UB 25.4 | 25.4 | 360UB 56.7 | 56.7 |
| 200UB 29.8 | 29.8 | 410UB 53.7 | 53.7 |
| 200UC 46.2 | 46.2 | 410UB 59.7 | 59.7 |
| 200UC 52.2 | 52.2 | 460UB 67.1 | 67.1 |
| 200UC 59.5 | 59.5 | 460UB 74.6 | 74.6 |
| 250UB 25.7 | 25.7 | 460UB 82.1 | 82.1 |
| 250UB 31.4 | 31.4 | 530UB 82 | 82 |
| 250UB 37.3 | 37.3 | 530UB 92.4 | 92.4 |
| 250UC 72.9 | 72.9 | 610UB 101 | 101 |
| 250UC 89.5 | 89.5 | 610UB 113 | 113 |
| 310UB 32.0 | 32 | 610UB 125 | 125 |
冶金矿产:
平焊位置的气孔多在焊缝中心部位,横焊位置的气孔多在焊缝中心上侧,多为细小气孔密集出现。它的产生原因是多方面的,如不纯、母材与焊丝清除不、焊接时保护层被破坏等。夹渣夹渣多出现在焊缝中心部位,呈细小颗粒状,有时连成一线。其产生原因多为氧化膜清理不净、环境中灰尘多及不纯等。未焊透在不加垫板的焊缝中常出现未焊透缺陷,在底片上多位于焊缝中心,主要是氧化膜阻碍熔合所致。在加垫板的焊缝中有时也会出现,其中主要原因为焊接工艺不妥或焊工操作不当。裂纹裂纹的形成有纵向和横向,还有根部裂纹、弧坑裂纹等。在不加垫板的焊缝中横向裂纹较多,对照实物可发现其多数为表面裂纹,且位于焊缝背面。产生原因是焊接时在此处停留时间过长,导致背面焊缝金属在凝固收缩时被拉裂。在加垫板的焊缝中多为纵向裂纹,大多出现在大口径管的焊缝中,多对口所致。这种缺陷有时在焊缝中心,有时也出现在热影响区。在收弧处常常会现呈放射状分布的弧坑裂纹,主要是由于焊接结束或中断时收弧不当所致。





















